阜阳通风管道厂_新风管道价格_新风管道哪家好
2024-02-16 09:08:16
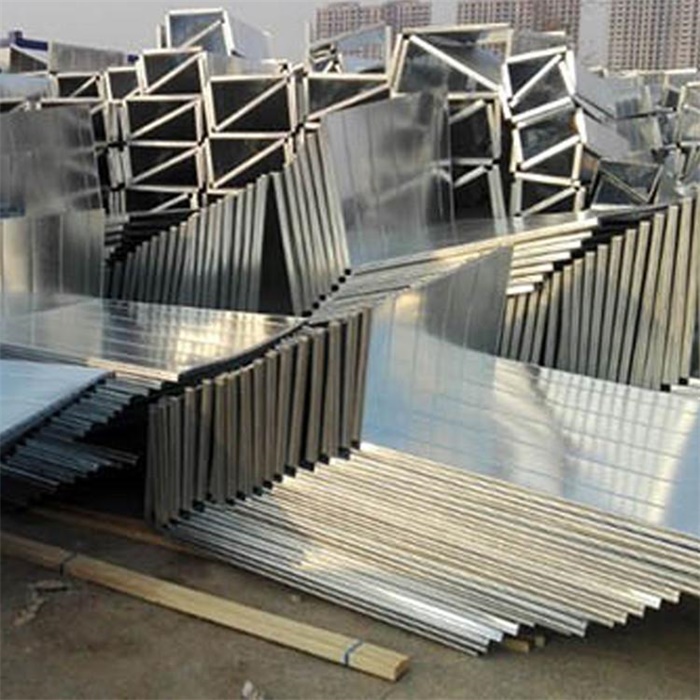
加工场地的布置
风管加工现场制造,防止了由于工厂化加工形成的风管运输过程中的变形,同时可以灵敏处置由于设计变卦形成的对风管的修正新风管道,俭省了时间阜阳镀锌风管,保证了工期,节约了运输本钱。
二.主要施工工机具的准备
风管制造之前首先要准备主要的施工机具。施工机具的准备包括施工工具的准备和施工机械的准备两个方面。通风管道与配件的加工制造所需的工具如下:
1. 丈量工具:不锈钢直尺4把,钢折尺2个,钢卷尺8个
2. 划线工具:角尺2个,量角器2个,墨斗2个,划规4个,卡尺、划针若干
3. 检验工具:程度仪2个阜阳通风管道,线坠4个,塞尺2套
4. 锤打工具:木槌10把,大锤2个
5. 切割工具:电剪2个
6. 金属钻孔工具:电动钻孔机2台
7. 通风管道与配件的加工制造所需施工机械如下
8. 剪板机:3台,用于切割金属板材
9. 单平咬口机:4台,用于金属板材的平咬口
10. 结合咬口机:4台,用于金属板材的结合角咬口
11. 折方机:2台,用于矩形通风管道的直边折方
12. 插接式咬口机:2台,用于金属风管的无法兰衔接

人工时效。需要经过喷漆烘烤或覆膜加热等后工序的镀锌钢板在高温下重新出现屈服平台。
改进措施阜阳螺旋风管。
合理设置平整率,既能够消除屈服平台,又不至于使屈服强度过度上升,降低材料成型性能。
采用罩式退火工艺,与连退相比,加热速度和冷却速度慢(一般为20%/h40~C/h),保温时间长,退火后钢中的c大量以FeC形式析出,N原子以A1N的形式充分析出,大大降低钢中固溶原子的数量。


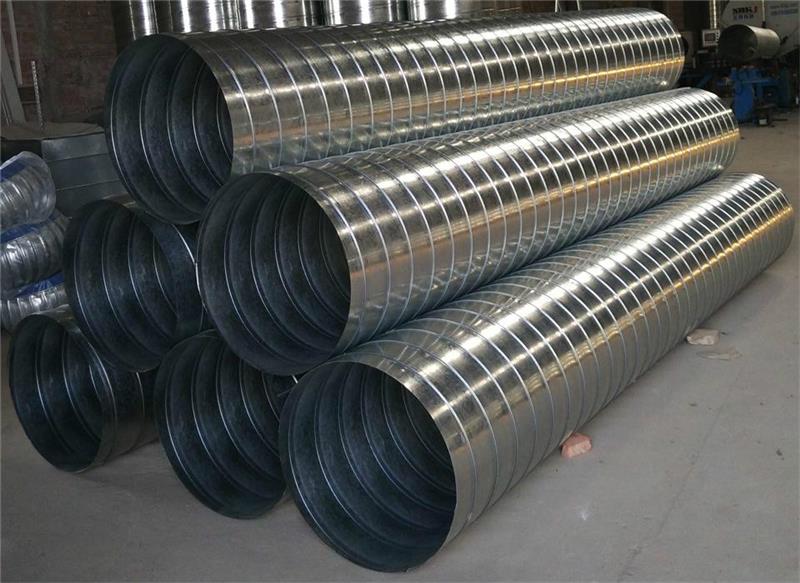
风管的底部不宜有拼接缝,如有应做好密封处理。
风管如要穿过楼板或墙体,则应运用预埋管或防护套管,它们之间还要有柔性资料进行封堵。
风管与设备相连接时,其连接处应有柔性短管,长度为150—300mm,或者是规则的长度请求。
风管测定孔的方位应选在不发生涡流的区域,且要便于丈量和调查。
风管如果是运送的气体,或者是处于这种环境中,那么应有必要的接地办法进行防护;如果是运送温度高于80℃的空气,则应采纳必要的防护办法。


作业条件:1、一般排风机系统和空调系统的安装,要在建筑物围护结构施工完,障碍物已清理,地面无杂物的条件下进行。2、对空气洁净系统的安装,应在建筑物内部安装部件的地面做好,墙面已抹灰完毕,室内无灰尘飞扬或有防尘措施的条件下进行。3、一般除尘系统风管安装宜在厂房的工艺设备安装完或设备基础己确定,设备连接器、罩体方位已知的情况下进行。4、检查现场预留孔洞位置、尺寸应符合图纸要求,每边比实际截面大100mm。5、作业地点要有相应的辅助设施,如梯子、架子、安全防护、消防器材,并有施工员的技术、质量、安全交底。
锻造法兰是通过锻打机的无数次捶打,让钢材内部的组织结构变得紧密,所以机械性能会比较好,强度也会高,锻造出来的法兰主要适用于那些压力较大的管道中。首先是将圆柱形的钢坯按照一定尺寸切割下来,通过加热到一定的温度后让其变成热塑性,并放在冷镦上让锻打机不断的捶打钢坯,让钢坯内部更加紧实,力学性能比原来的钢坯更加好。还要通过冲压机在钢坯上冲压出法兰上面的圆孔,成型的毛坯法兰要放入电炉中进行热处理增加法兰的强度,后还要对法兰毛坯切割抛光成为可以使用的法兰。













